



01 Што такоезварное злучэнне
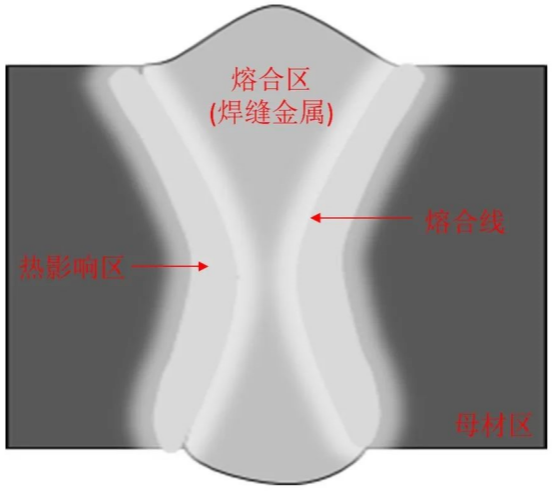
Зварное злучэнне — гэта злучэнне, у якім дзве або больш дэталяў злучаны зваркай. Зварное злучэнне, атрыманае пры зварцы плаўленнем, утвараецца шляхам лакальнага нагрэву ад высокатэмпературнай крыніцы цяпла. Зварное злучэнне складаецца з зоны сплаўлення (зоны зваркі), лініі сплаўлення, зоны цеплавога ўздзеяння і зоны асноўнага металу, як паказана на малюнку.
02 Што такое стык у стык
Распаўсюджаная зварная канструкцыя — гэта злучэнне, у якім дзве ўзаемазлучаныя дэталі зварваюцца ў адной плоскасці або дузе ў сярэдняй плоскасці злучэння. Характарыстыкамі з'яўляюцца раўнамерны нагрэў, раўнамернае прымяненне сілы і лёгкасць забеспячэння якасці зваркі.
03 Што такоезварная канаўка
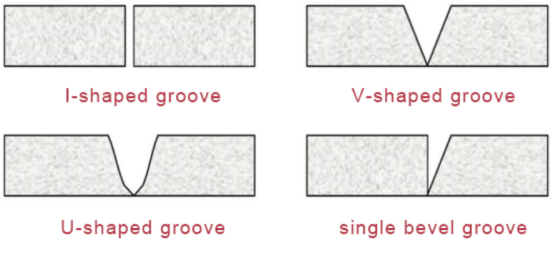
Каб забяспечыць пранікненне і якасць зварных злучэнняў, а таксама паменшыць дэфармацыю зваркі, злучэнні зварных дэталяў звычайна папярэдне апрацоўваюцца перад зваркай у розныя формы. Розныя зварачныя канаўкі падыходзяць для розных метадаў зваркі і таўшчыні зварных канструкцый. Распаўсюджаныя формы канаўак ўключаюць: I-вобразныя, V-вобразныя, U-вобразныя, аднабаковыя V-вобразныя і г.д., як паказана на малюнку.
Распаўсюджаныя формы пазавых стыкавых злучэнняў
04 Уплыў формы пазы стыку наЛазерна-дугавая зварка кампазітных матэрыялаў
Па меры павелічэння таўшчыні зваранай дэталі дасягненне аднабаковай зваркі і двухбаковага фармавання сярэдніх і тоўстых лістоў (магутнасць лазера <10 кВт) часта становіцца больш складаным. Звычайна для зваркі сярэдніх і тоўстых лістоў неабходна выкарыстоўваць розныя стратэгіі зваркі, такія як праектаванне адпаведных формаў пазов або рэзерваванне пэўных стыкоўных зазораў. Аднак пры рэальнай вытворчай зварцы рэзерваванне стыкоўных зазораў павялічвае складанасць зварачных прыстасаванняў. Такім чынам, канструкцыя пазоваў набывае вырашальнае значэнне падчас працэсу зваркі. Калі канструкцыя пазоваў не з'яўляецца разумнай, гэта негатыўна паўплывае на стабільнасць і эфектыўнасць зваркі, а таксама павялічвае рызыку дэфектаў зваркі.
(1) Форма канаўкі непасрэдна ўплывае на якасць зварнога шва. Падыходная канструкцыя канаўкі можа гарантаваць, што метал зварачнага дроту цалкам запоўнены ў зварны шов, што зніжае ўзнікненне дэфектаў зваркі.
(2) Геаметрычная форма пазы ўплывае на спосаб перадачы цяпла, што дазваляе лепш накіроўваць цяпло, дасягаць больш раўнамернага нагрэву і астуджэння, а таксама дапамагаць пазбегнуць цеплавой дэфармацыі і рэшткавых напружанняў.
(3) Форма канаўкі паўплывае на марфалогію папярочнага сячэння зварнога шва, і гэта прывядзе да таго, што марфалогія папярочнага сячэння зварнога шва будзе больш адпавядаць канкрэтным патрабаванням, такім як глыбіня і шырыня пранікнення шва.
(4) Падыходная форма канаўкі можа палепшыць стабільнасць зваркі і паменшыць нестабільныя з'явы падчас працэсу зваркі, такія як разбрызгванне і дэфекты падсячэння.
Як паказана на малюнку 3, даследчыкі выявілі, што з дапамогай лазерна-дугавой кампазітнай зваркі (магутнасць лазера 4 кВт) можна запоўніць канаўку ў два пласты і два праходы, што эфектыўна паляпшае эфектыўнасць зваркі; бездэфектная зварка MnDR таўшчынёй 20 мм была дасягнута з дапамогай трохслаёвай лазерна-дугавой кампазітнай зваркі (магутнасць лазера 6 кВт); лазерна-дугавая кампазітная зварка выкарыстоўвалася для зваркі нізкавугляродзістай сталі таўшчынёй 30 мм у некалькі слаёў і праходаў, прычым марфалогія папярочнага сячэння зварнога злучэння была стабільнай і добрай. Акрамя таго, даследчыкі выявілі, што шырыня прамавугольных канавак і вугал Y-вобразных канавак аказваюць значны ўплыў на эфект прасторавага абмежавання. Калі шырыня прамавугольнай канаўкі≤4 мм, а вугал Y-вобразнай канаўкі —≤60 °, марфалогія папярочнага сячэння зварнога шва паказвае цэнтральныя расколіны і надрэзы на бакавых сценках, як паказана на малюнку.
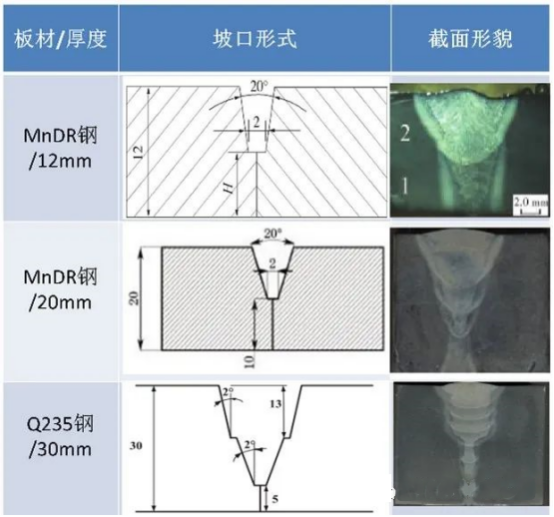
Уплыў формы канаўкі на марфалогію папярочнага сячэння зварных швоў
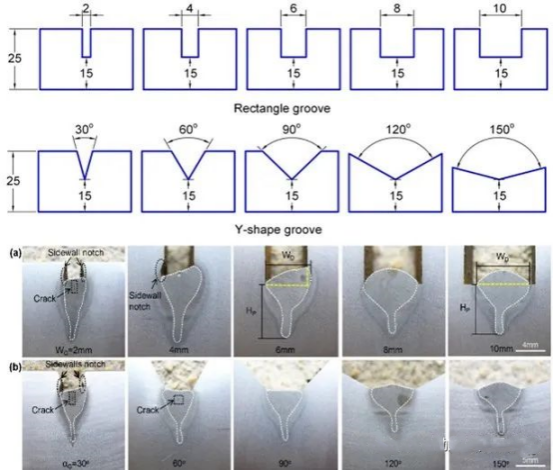
Уплыў шырыні і вугла канаўкі на марфалогію папярочнага сячэння зварных швоў
05 Рэзюмэ
Выбар формы канаўкі павінен усебакова ўлічваць патрабаванні да зварачнай задачы, характарыстыкі матэрыялу і асаблівасці працэсу лазерна-дугавой зваркі кампазітных матэрыялаў. Правільная канструкцыя канаўкі можа павысіць эфектыўнасць зваркі і знізіць рызыку дэфектаў зваркі. Такім чынам, выбар і канструкцыя формы канаўкі з'яўляецца ключавым фактарам перад лазерна-дугавой зваркай кампазітных матэрыялаў сярэдняй і таўшчыні.
Час публікацыі: 08 лістапада 2023 г.











