



Энцыклапедыя ведаў па зварцы: кароткае абмеркаванне класіфікацыі
і зварачныя працэсы лазернай зваркі
У прамысловай вытворчасці лазерная зварка ўжо даўно ўжываецца ў аэракасмічнай галіне,высокадакладная зварка, а таксама зварка спецыяльных матэрыялаў. З развіццём прамысловасці і прагрэсам тэхналогій лазерная зварка ўсё часцей выкарыстоўваецца для зваркі звычайных матэрыялаў. Сёння мы абмяркуем класіфікацыю лазернай зваркі. Лазерная зварка - гэта эфектыўны і дакладны метад зваркі, які выкарыстоўвае лазерны прамень высокай шчыльнасці энергіі ў якасці крыніцы цяпла для зваркі матэрыялаў. Яна мае шмат пераваг, такіх як высокая хуткасць зваркі, малая дэфармацыя, нізкія патрабаванні да асяроддзя зваркі, высокая шчыльнасць магутнасці, адсутнасць уплыву магнітных палёў, адсутнасць абмежаванняў на праводзячыя матэрыялы, адсутнасць неабходнасці ў вакуумных умовах працы і адсутнасць рэнтгенаўскага выпраменьвання падчас працэсу зваркі.
Лазерную зварку можна класіфікаваць з розных пунктаў гледжання:
- Класіфікацыя па рэжыме выхадной энергіі лазера:
- Бесперапынная лазерная зварка: падчас працэсу зваркі ўтвараецца бесперапынная і непарыўная форма зварнога шва.
- Імпульсная лазерная зваркаПаколькі энергія, якая падаецца на паверхню зваранай дэталі, падаецца перыядычна, кожная імпульсная светлавая пляма ўздзейнічае на паверхню зваранай дэталі, утвараючы круглую пляму зваркі. Розныя формы зварных швоў можна атрымаць у залежнасці ад розных параметраў лазера.
- Класіфікацыя па шчыльнасці магутнасці сфакусаванай лазернай плямы:
- Лазерная цеплаправодная зварка: шчыльнасць магутнасці адносна нізкая, звычайна менш за 10⁵ Вт/см². Лазер перадае энергію на паверхню зваранай дэталі, награваючы паверхню металу да тэмпературы паміж тэмпературай плаўлення і тэмпературай кіпення. Цяпло перадаецца ўнутр металу праз цеплаправоднасць, утвараючы зварны шов, падобны да вальфрамавага інэртнага зварвання.газавая (TIG) зварка.
- Лазерная зварка глыбокага пранікнення (зварка праз замочную свідравіну): калі шчыльнасць магутнасці лазера, які ўздзейнічае на паверхню металу, перавышае 10⁵ Вт/см², магутны лазерны прамень уздзейнічае на паверхню металічнага матэрыялу, выклікаючы лакальнае плаўленне і ўтварэнне «замочнай свідравіны». Лазерны прамень пранікае ўнутр расплаўленай ванны праз «замочную свідравіну», утвараючы зварны шво.
- Класіфікацыя па рэжыме кіравання:
- Ручны лазерны зварачны апарат
- Аўтаматычная лазерная зварачная машына
- Лазерны зварачны апарат Galvo
- Класіфікацыя па тыпу лазера:
- Лазерная зварачная машына YAG
- Паўправадніковы лазерны зварачны апарат
- Зварачны апарат з валаконным лазерам
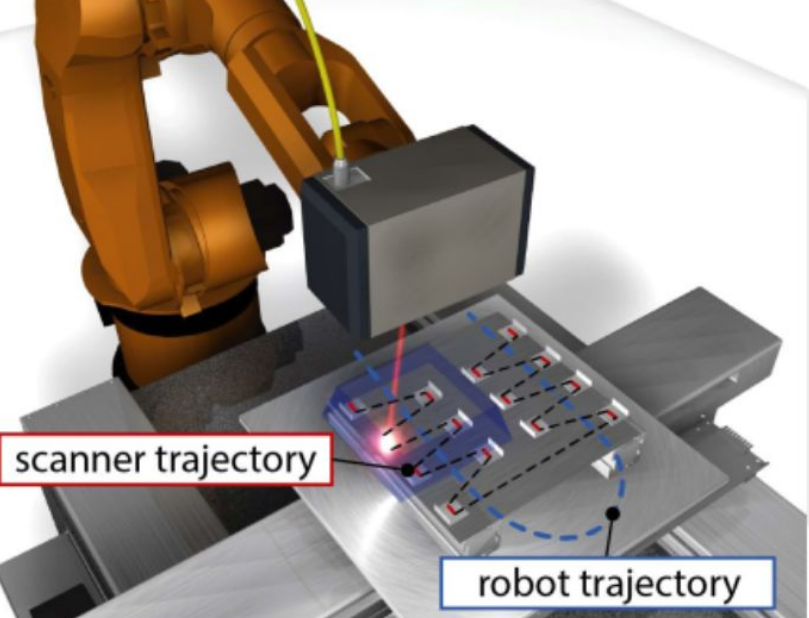
1. Лятаючая лазерная зварка
Лятаючая лазерная зварка спалучае ў сабе перавагі дыстанцыйнай зваркі, гальванометраў і маніпулятараў, а таксама абсталявана прафесійным праграмным забеспячэннем для апрацоўкі графікі для дасягнення імгненнай шматтраекторнай зваркі ў трохмернай прасторы.
Асноўныя сферы прымянення:
Ён ужываецца для такіх вырабаў, як кузавы аўтамабіляў, сядзенні і распаўсюджаныя аўтазапчасткі. Што тычыцца матэрыялаў, яго можна выкарыстоўваць для розных распаўсюджаных матэрыялаў, такіх як сталёвыя лісты, халоднакатаныя лісты і алюмініевыя сплавы, а таксама кампазітных матэрыялаў і сплаваў, такіх як магніева-алюмініевыя сплавы.
★ Перавагі:
- Сумяшчальны з любой формай зваркі
- Падыходзіць для любога кірунку зваркі
- Размеркаванне зварных швоў/кропак, вызначанае карыстальнікам
- Аптымізаванае размеркаванне напружання
- Здольны да хуткаснай кропкавай зваркі, швовай зваркі, зваркі ўнахлест, стыкавой зваркі, зваркі ў куты і зваркі ўнахлест
- Сінхранізацыя ў рэжыме рэальнага часу паміж зварачнай галоўкай і робатам для паскарэння працэсу лазернай зваркі
- Патрабуецца меншая плошча падлогі
- Меншыя выдаткі на абслугоўванне і лагістыку
2. Спіральная лазерная зварка
Гэта метад лазернай зваркі з падвойным клінавым лазерным ваганнем, які рэалізуецца шляхам усталявання спецыяльнага модуля вагання на зварачнай галоўцы. Гэта дазваляе сфакусаванай светлавой пляме ўтвараць спіральны зварны шов падчас руху зварачнай галоўкі.
Асноўныя сферы прымянення:
Зварка шарніраў, цеплаабменнікаў, трубчастых цеплаабменнікаў, зварка тоўстых труб у нафтавай і газавай прамысловасці, зварка фланцаў і зварка алюмініевых сплаваў і г.д.
★ Перавагі:
- Шырэйшы зварны шво
- Надзвычай высокая паўтаральнасць апрацоўкі/стабільнасць працэсу
- Лепшае фарміраванне зварнога шва
- Больш простая пасляапрацоўка і больш гладкая паверхня зваранай дэталі
- Выдатная здольнасць зварваць алюмініевыя сплавы
3. Лазерная пайка
Лазерная пайка — гэта метад, пры якім выкарыстоўваецца прысадачны метал з тэмпературай плаўлення ніжэйшай за тэмпературу плаўлення асноўнага металу. Прысадачны метал награваецца да тэмпературы вышэйшай за яго тэмпературу плаўлення, але ніжэйшай за тэмпературу плаўлення асноўнага металу. Вадкі прысадачны метал змочвае асноўны метал, запаўняе шчыліну паміж злучэннямі і дыфузіруе ў асноўны метал для забеспячэння зварных дэталяў.
Асноўныя сферы прымянення:
Зварка алюмініевых канструкцый каркаса кузава, такіх як злучэнне паміж дахам і бакавой сценкай, а таксама дзвярэй.
★ Перавагі:
- Змяншае дэфекты чыстай лазернай зваркі, такія як пары, расколіны і празмерныя зазоры паміж вырабамі
- Паляпшае трываласць зварнога шва і дае ідэальны зварны шов
- Падчас паяння плавіцца толькі прысадны метал, а асноўны метал — не.
- Невялікая дэфармацыя паяных злучэнняў, гладкі і эстэтычны выгляд, падыходзіць для дакладнай зваркі складаных кампанентаў з розных матэрыялаў.
- Невялікая зона цеплавога ўздзеяння і высокая трываласць на сціск
4. Лазерная зварка з напаўненнем дроту
Лазерная зварка з напаўняльнікам дроту — гэта метад, пры якім выкарыстоўваецца прысадачны метал з таго ж або падобнага матэрыялу, што і асноўны метал. Асноўны метал і прысадачны метал для прыпою плавяцца, а затым застываюць, утвараючы зварны шво.
Асноўныя сферы прымянення:
Зварка ўсіх кузаўных канструкцыйных дэталяў аўтамабіляў і аўтамабіляў.
★ Перавагі:
- Змяншае дэфекты чыстай лазернай зваркі, такія як пары і расколіны
- Паляпшае ўзровень кваліфікацыі зварных вырабаў і дазваляе крыху павялічыць зазоры паміж зварнымі вырабамі
- Асноўны метал плавіцца падчас зваркі, і трываласць зварнога шва вышэйшая, чым у асноўнага металу
5. Вагальная пайка
Ён аб'ядноўвае функцыі фармавання прамяня і адсочвання зваркі ў адным абсталяванні праз ALO3. Прысадачны дрот можа выкарыстоўвацца ў якасці механічнага датчыка.
Асноўныя сферы прымянення:
Лазерная пайка белых кузаваў, у асноўным у тым ліку пайка дахаў і вечкаў багажніка, а таксама пайка аўтамабільных дэталяў. Ваганні дэталяў і памылкі мацавання часта значна павялічваюць складанасць лазернай пайкі, што прыводзіць да надзвычай складанай адладкі працэсу лазернай зваркі. Аднак вагальная пайка можа эфектыўна рэгуляваць свой уласны кірунак зваркі. Дзякуючы функцыям адсочвання зваркі і аўтаматычнай кампенсацыі фокуснай адлегласці, яна дазваляе лёгка накіроўваць і факусаваць лазерны прамень, рэалізоўваць змены кірунку, мае высокую аўтаматызацыю, высокую хуткасць зваркі і высокую эфектыўнасць, тым самым падтрымліваючы якасць зваркі.
★ Перавагі:
- Адсочванне зваркі для вызначэння траекторыі зваркі дэталі ў рэжыме рэальнага часу
- Адаптыўнае рэгуляванне траекторыі зваркі ў трох напрамках XYZ у залежнасці ад розных адхіленняў дэталі для атрымання добрай якасці зваркі.
- Паляпшае кансістэнцыю зваркі вырабу
6. Трохкропкавая пайка
Да лінзы дададзены двухкропкавы модуль. Падчас зваркі трохкропкавы модуль у паяльнай оптыцы размеркоўвае адзін прамень на тры прамяні, што дазваляе паяць гарачаацынкаваныя сталёвыя лісты і робіць зварку больш плоскай без расколін.
Асноўныя сферы прымянення:
Пайка белых кузаваў з алюмініевых сплаваў, лазерная пайка накладак даху і вечкаў багажніка, а таксама пайка аўтазапчастак і г.д.
★ Перавагі:
- Больш стабільны і надзейны працэс паяння
- Большая хуткасць
- Больш высокая трываласць
- Лепшая якасць знешняга выгляду зварных швоў гарачаацынкаваных лістоў
- Працэс ачысткі ў інтэрнэце
- Дынамічная рэгуляванне энергіі
7. Гібрыдная зварка з некалькімі даўжынямі хваль
Гібрыдная зварка з некалькімі даўжынямі хваль— гэта інавацыйны працэс зваркі, распрацаваны кампаніяй Lianying Laser. Ён накладвае два лазерныя прамяні з рознай даўжынёй хвалі, што прыводзіць да супадзення восяў двух прамянёў у прасторы. Лазер асноўнай даўжыні хвалі ў асноўным выкарыстоўваецца для зваркі, а лазер другаснай даўжыні хвалі — для папярэдняга нагрэву зварачнага дроту і асноўнага металу, што зніжае хуткасць астуджэння расплаўленага металу ў зварачнай ванне. Ён асабліва падыходзіць для алюмініевых сплаваў, магніевых сплаваў, медных сплаваў і г.д.
★ Перавагі:
- Змяншае ўтрыманне пор
- Павышае стабільнасць зварнога шва і эфектыўнасць зваркі.
- Эфектыўна здымае тэрмічнае напружанне, памяншае расколіны, паляпшае трываласць зварнога шва і атрымлівае зварныя швы з адносна аднастайным выглядам.
У заключэнне, у цяперашні час у лазернай прамысловасці ў цэлым замежныя тэхналогіі і абсталяванне па-ранейшаму займаюць лідзіруючыя пазіцыі. Яны з'яўляюцца ўсебакова перадавымі ва ўсіх аспектах, ад лазерных хостаў і аптычных апрацоўчых галовак да дапаможнага абсталявання, такога як чылеры, вымяральнікі магутнасці, кантроль падчас зваркі, кантроль пасля зваркі і калібратары TCP. Айчынныя прадпрыемствы прыкладаюць усе намаганні, каб дагнаць. Аднак у галіне прымянення лазернай зваркі Кітай адносна наблізіўся да міжнароднага перадавога ўзроўню, з'явіўся шэраг высакаякасных прадпрыемстваў, якія дасягнулі выдатных вынікаў.
Час публікацыі: 05 верасня 2025 г.











