



01 Гібрыдная лазерна-дугавая зварка тоўстых лістоў
Зварка тоўстых лістоў (таўшчыня ≥ 20 мм) адыгрывае ключавую ролю ў вытворчасці буйнагабарытнага абсталявання ў такіх важных галінах, як аэракасмічная прамысловасць, навігацыя і суднабудаванне, чыгуначны транспарт і г.д. Гэтыя кампаненты звычайна характарызуюцца вялікай таўшчынёй, складанымі формамі злучэнняў і складанымі ўмовамі эксплуатацыі. Якасць зваркі непасрэдна ўплывае на прадукцыйнасць і тэрмін службы абсталявання. З-за нізкай хуткасці зваркі і сур'ёзных праблем з разбрызгіваннем традыцыйны метад зваркі ў асяроддзі ахоўнага газу сутыкаецца з такімі праблемамі, як нізкая эфектыўнасць зваркі, высокае спажыванне энергіі і вялікія рэшткавыя напружанні, што ўскладняе задавальненне пастаянна ўзрастаючых патрабаванняў да вытворчасці. Аднак тэхналогія лазерна-дугавой гібрыднай зваркі адрозніваецца ад традыцыйнай тэхналогіі зваркі. Яна паспяхова спалучае перавагі...лазерная зваркаі дугавая зварка, а таксама мае характарыстыкі вялікай глыбіні пранікнення, высокай хуткасці зваркі, высокай эфектыўнасці і лепшай якасці зваркі, як паказана на малюнку 1. Такім чынам, гэтая тэхналогія прыцягнула шырокую ўвагу і пачала ўжывацца ў некаторых ключавых галінах.
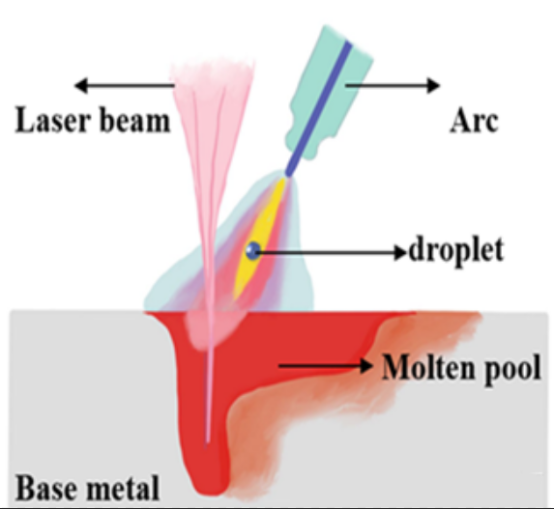
Малюнак 1. Прынцып гібрыднай лазерна-дугавой зваркі
02 Даследаванні па гібрыднай лазерна-дугавой зварцы тоўстых пласцін
Нарвежскі інстытут прамысловых тэхналогій і Лульскі тэхналагічны ўніверсітэт у Швецыі вывучалі структурную аднастайнасць кампазітных зварных злучэнняў пры магутнасці 15 кВт для мікралегаванай высокатрывалай нізкалегіраванай сталі таўшчынёй 45 мм. Універсітэт Осакі і Цэнтральны металургічны даследчы інстытут Егіпта выкарысталі валаконны лазер магутнасцю 20 кВт для правядзення даследаванняў аднапраходнага гібрыднага лазерна-дугавога зварвання тоўстых лістоў (25 мм) з выкарыстаннем ніжняй падкладкі для вырашэння праблемы горба дна. Дацкая кампанія Force Technology выкарыстала два дыскавыя лазеры магутнасцю 16 кВт, падлучаныя паслядоўна, для правядзення даследаванняў гібрыднай зваркі сталёвых лістоў таўшчынёй 40 мм пры магутнасці 32 кВт, што сведчыць аб тым, што магутная лазерна-дугавая зварка, як чакаецца, будзе выкарыстоўвацца пры зварцы асноў марскіх ветраных электрастанцый, як паказана на малюнку 2. Harbin Welding Co., Ltd. з'яўляецца першай у краіне кампаніяй, якая асвоіла асноўную тэхналогію і тэхналогію інтэграцыі абсталявання для магутнай гібрыднай дугавой зваркі цвёрдым лазерам з плаўленнем электродамі. Гэта першы выпадак паспяховага прымянення тэхналогіі і абсталявання для гібрыднай дугавой зваркі цвёрдым лазерам з двухдротам плаўленнем электродамі для высакаякаснага абсталявання ў маёй краіне. вытворчасць.
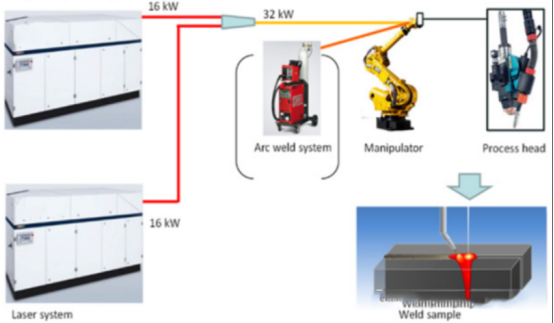
Малюнак 2. Схема ўстаноўкі лазера
Згодна з бягучым станам даследаванняў лазерна-дугавой гібрыднай зваркі тоўстых лістоў у краіне і за мяжой, можна бачыць, што спалучэнне метаду лазерна-дугавой гібрыднай зваркі і вузказашчыльнай канаўкі дазваляе дасягнуць зваркі тоўстых лістоў. Пры павелічэнні магутнасці лазера больш за 10 000 Вт пад уздзеяннем высокаэнергетычнага лазера змяняюцца паводзіны матэрыялу пры выпарэнні, працэс узаемадзеяння паміж лазерам і плазмай, стабільны стан патоку расплаўленай ванны, механізм цеплаперадачы і металургічныя ўласцівасці зваркі. Змены будуць адбывацца ў рознай ступені. Пры павелічэнні магутнасці больш за 10 000 Вт павелічэнне шчыльнасці магутнасці павялічыць ступень выпарэння ў зоне каля малога адтуліны, а сіла аддачы будзе непасрэдна ўплываць на стабільнасць малога адтуліны і паток расплаўленай ванны, тым самым уплываючы на працэс зваркі. Гэтыя змены аказваюць неадназначны ўплыў на рэалізацыю лазерных і кампазітных працэсаў зваркі. Гэтыя характэрныя з'явы ў працэсе зваркі прама ці ўскосна адлюстроўваюць стабільнасць працэсу зваркі ў пэўнай ступені і нават могуць вызначаць якасць зваркі. Дзякуючы спалучэнню дзвюх крыніц цяпла — лазера і дугі — гэтыя дзве крыніцы цяпла могуць цалкам рэалізаваць свае характарыстыкі і атрымаць лепшыя зварачныя эфекты, чым пры аднаразовай лазернай зварцы і дугавой зварцы. У параўнанні з метадам лазернай аўтагеннай зваркі, гэты метад зваркі мае перавагі высокай адаптацыі зазору і вялікай таўшчыні зваркі. У параўнанні з метадам зваркі тоўстых пласцін з вузкім зазорам лазерным дротам, ён мае перавагі высокай эфектыўнасці плаўлення дроту і добрага эфекту сплаўлення канаўкі. Акрамя таго, прыцягненне лазера да дугі павышае стабільнасць дугі, што робіць лазерна-дугавую гібрыдную зварку хутчэйшай за традыцыйную дугавую зварку.лазерная зварка прысадачным дротам, з адносна высокай эфектыўнасцю зваркі.
03 Прымяненне гібрыднай лазерна-дугавой зваркі высокай магутнасці
Тэхналогія гібрыднай лазерна-дугавой зваркі высокай магутнасці шырока выкарыстоўваецца ў суднабудаўнічай прамысловасці. На верфі Meyer Shipyard у Германіі ўсталявана вытворчая лінія гібрыднай лазерна-дугавой зваркі CO2 магутнасцю 12 кВт для зваркі плоскіх пліт корпуса і рэбраў калянасці, што дазваляе адначасова сфарміраваць кутнія зварныя швы даўжынёй 20 м і знізіць ступень дэфармацыі на 2/3. Кампанія GE распрацавала гібрыдную сістэму валаконнага лазерна-дугавой зваркі з максімальнай выходнай магутнасцю 20 кВт для зваркі авіяносца USS Saratoga, што дазваляе зэканоміць 800 тон зварнога металу і скараціць працагадзіны на 80%, як паказана на малюнку 3. На верфі CSSC 725 выкарыстоўваецца гібрыдная сістэма валаконнага лазера высокай магутнасці 20 кВт, якая можа паменшыць дэфармацыю зваркі на 60% і павялічыць эфектыўнасць зваркі на 300%. На верфі Shanghai Waigaoqiao Shipyard выкарыстоўваецца гібрыдная сістэма валаконнага лазера высокай магутнасці 16 кВт. На вытворчай лініі выкарыстоўваецца новая тэхналогія лазернай гібрыднай зваркі + MAG-зваркі для дасягнення аднабаковай аднапраходнай зваркі і двухбаковай фармавання сталёвых лістоў таўшчынёй 4-25 мм. Магутная тэхналогія лазерна-дугавой гібрыднай зваркі шырока выкарыстоўваецца ў браняванай тэхніцы. Яе характарыстыкі: зварка складаных металічных канструкцый вялікай таўшчыні, нізкі кошт і высокаэфектыўная вытворчасць.

Малюнак 3. Авіяносец USS Sara Toga
Тэхналогія гібрыднай лазерна-дугавой зваркі высокай магутнасці першапачаткова ўжывалася ў некаторых галінах прамысловасці і стане важным сродкам для эфектыўнага вырабу буйных канструкцый са сярэдняй і вялікай таўшчынёй сценак. У цяперашні час недастаткова даследаванняў механізму гібрыднай лазерна-дугавой зваркі высокай магутнасці, такіх як узаемадзеянне паміж фотаплазмай і дугой, а таксама ўзаемадзеянне паміж дугой і расплаўленай ваннай. У працэсе гібрыднай лазерна-дугавой зваркі высокай магутнасці ўсё яшчэ існуе шмат нявырашаных праблем, такіх як вузкае працоўнае акно, нераўнамерныя механічныя ўласцівасці зварной структуры і складаны кантроль якасці зваркі. Па меры паступовага павелічэння выходнай магутнасці лазераў прамысловага класа тэхналогія гібрыднай лазерна-дугавой зваркі высокай магутнасці будзе хутка развівацца, і будзе працягваць з'яўляцца мноства новых тэхналогій гібрыднай лазернай зваркі. Лакалізацыя, маштабаванне і інтэлектуалізацыя будуць важнымі тэндэнцыямі ў развіцці абсталявання для лазернай зваркі высокай магутнасці ў будучыні.
Час публікацыі: 24 красавіка 2024 г.











